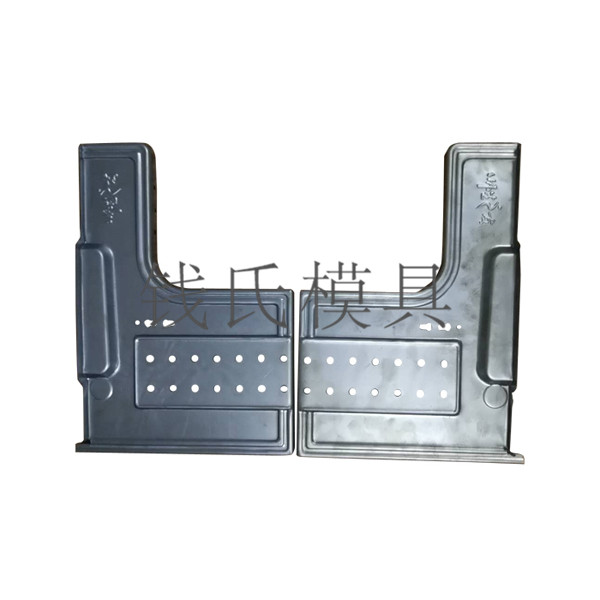
正确维护和保养五金拉伸模具,有助于提高产品质量,从而得到客户的信赖。五金拉伸模具或产品的工具是否处于良好的状态,直接影响到产品的质量,因此根据需要进行选择是非常重要的,这样才能起到良好的效果,因此有必要进行合理的选择,也是实现更好的基础服务。

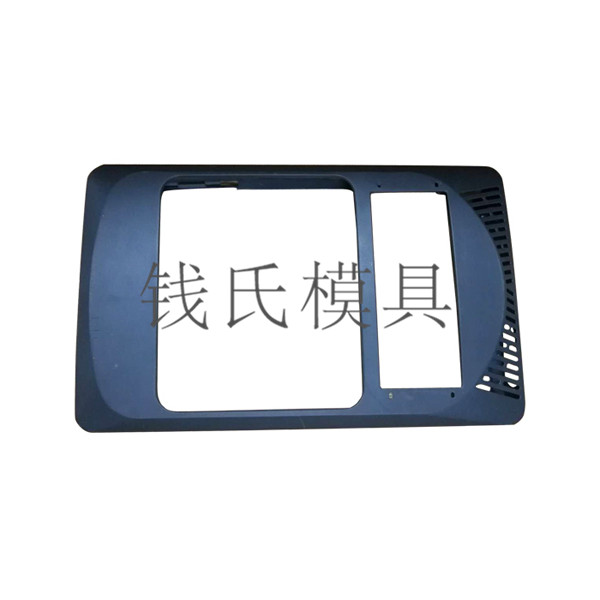
厂诚信为本光洁度激光切割技术已能开展30°之上光洁度的高精密加工。切削及打磨抛光加工技术 切削及打磨抛光加工因为高精度、表层质量好、外表粗糙度值劣等特性,在高精密模具加工中广泛运用。高精密模具生产制造普遍应用数控机床成型数控磨床、数控机床电子光学曲线图数控磨床、数控机床持续运动轨迹座标数控磨床及全自动抛光机等技术设备和技术。
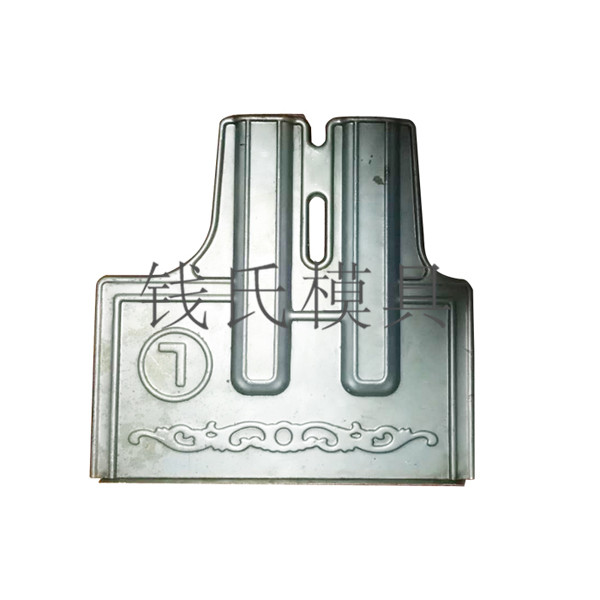
厂数控机床单元冲压模具迅速成形技术性,便是为融入此类情况而发生的。钣件的形态可划分成一些简洁的图案原素,随后生成所需图型。比如:矩形框是4个斜角的生成;波浪状是一些曲线图的生成等。